
The processing of the structural surface is also called one-time processing, mainly referring to the processing of the mold mounting surface and the retaining wall. There are many factors that restrict the automatic processing in the program compiled by traditional software . For example: 1. The retaining wall and the countertop need to be programmed separately, the retaining wall surface will interfere with the processing of the countertop, and the processing of the retaining wall part is difficult to achieve reasonable layer cutting; 2. Actually The processing step and the set step are inconsistent, often causing the table surface processing to be in place; 3. The pros and cons of the program are closely related to the programmer's experience, and it is difficult to ensure the uniformity of the program output.
As a professional programming software , WorkNC software deeply explores the advantages of its program, promotes the automation of one process, realizes the rough and worry-free, and does not leave a dead angle for finishing. Since WorkNC does not recognize the entity, it is designed by the original concept in the program. The three aspects of safety, programming simplicity and processing automation have been fully researched. By continuously turning one inspiration into a concrete tool path, finally, we will present the solution of WorkNC in the automatic processing of the mold structure surface:
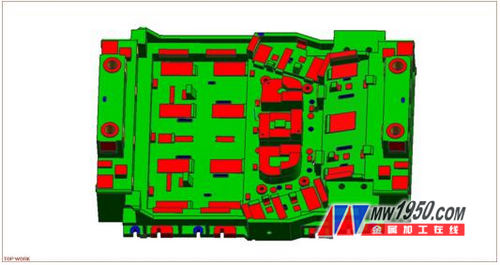
1. How to determine the processing surface
Solution: The processing surface in one processing is generally red surface. Use the automatic color extraction command according to the color, and select the red processing surface by using the color inheritance method. As shown in Figure 1, the processing surface is simply processed and saved in a specific image. Inside the layer, it is convenient to choose when importing WorkNC in the future.
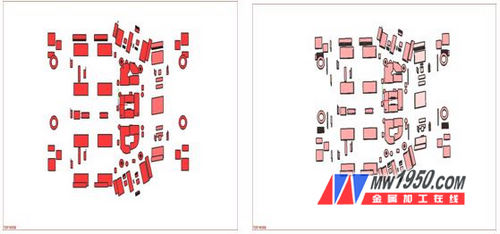
Figure 1 Figure 2
How to make a blank
Use the automatic color quantity command to apply all the surfaces to be processed to 13mm, and the processing volume is usually 10mm. To ensure the safety and reliability of the program, a safety margin of 3mm is reserved. The blank is as shown in Figure 2, and the blank is also stored separately in a specific layer.
How to protect the processing
Solution: It is very important to protect the structural surface. Because there are many non-machined structural surfaces besides the machined surface, it is easy to cause a collision. The solution is to still use the color automatic quantity method. The green and non-finished surface and the white escaping surface are automatically 3mm according to the color. After the reference, the whole direction is shifted by 3mm in the Z negative direction. This can eliminate the protection of the tool rail and protect it in all directions. The surface state is shown in Figure 3.

Figure 3 Figure 4
How to do rough procedures
Solution: After the previous data is imported into WorkNC, the "global roughing" method of WorkNC is used to complete the roughing of the retaining wall and the plane. The retaining wall and the plane are all left 0.5mm, each layer is 1mm deep, and the second is thick. It is preferable to cut with 32 drilling and milling cutters to clear the small corners of the large-blade unmachined in order to ensure a uniform margin during finishing. In order to ensure the processing quality, the workshop sometimes requires different machining allowances for the retaining wall and the table to be finished, which can be solved by using the large-diameter programming knives. At the same time, in order to facilitate the inspection of the tool path, the entity can be imported into the WorkNC as a neglected surface. After the program is generated, the entity is used to control the tool path. Of course, the protection surface is protected, and the program security is not problematic, but the local processing will be wasteful. Optimize the program and use the editing function to delete the extra tool tracks.
The characteristics of the roughing program are: the part with the retaining wall is cut from the retaining wall first, and when the height of the countertop is cut, the retaining wall and the countertop are cut into layers, and the layer cutting amount is small, and each layer is inclined. The workpiece is cut into the workpiece, no matter whether it is closed or developed, no need to consider the infeed problem. The program is shown in Figure 4. At the same time, roughing adopts this method, which not only avoids the interference of the retaining wall on the table surface processing, but also does not increase the table running track. It is the best solution for roughing automation.
5. How to finish the countertop in WorkNC
Solution: Select WorkNC's “plane finishing†work method, set the processing parameter option to plane, set the side wall to reserve 0.8mm, avoid the damage to the retaining wall when finishing the table top, and only use the workpiece as the driving geometry, without selecting the boundary. After the program is generated, as shown in Figure 5, if there is space in the outside, the program will automatically start cutting from the outside of the workpiece, and the program will first cut off the amount close to the retaining wall to prevent the machining from being in place or anti-knife.
An angled plane can be programmed using the same method after creating the machine direction using the angle of view.
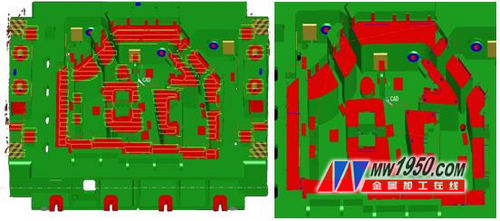
Figure 5 Figure 6
How to do the retaining wall finishing process
Solution: Also use the "plane finishing" method, set the processing parameter option to the side wall, the side wall reserve is 0, and the bottom surface reserve is 0.5mm, so that the program does not damage the bottom surface when finishing the retaining wall. The contour of the retaining wall automatically generates contoured rails, and the rails are automatically extended outwards to ensure that the machining is in place. Because of the protective surface, the infeed will leave the workpiece 3mm, thus ensuring the safety of the program; the processing of the guide surface Because the verticality requirement is relatively high, the "tangential machining method" can be used, and each layer is 1mm for roughing and plunge milling.
In order to improve the processing efficiency, the program can be completely separated according to the length and length of the knife by copying the program and editing it separately. At this point, the main processing program of the mold base has been completed, and the programming experience of using the WorkNC software to make the mold structure surface is very deep, and the following summary is made.
Advantages of using WorkNC programming:
1, can achieve automatic program generation, using templates to do programs, can ensure uniform programming style.
2, the processing is simpler, as long as the rough volume is completed, the finishing of the knife table and the retaining wall will be completed.
3. The application of the secondary roughing method ensures that the margin before finishing is uniform and the final processing quality is more guaranteed.
4, WorkNC software editing powerful, easy to edit the unreasonable tool path.
Disadvantages of using WorkNC programming:
1. Other software is required to do the preliminary data collation work.
2. Increase the workload and time of the two software data conversions.
China (Stainless) Steel Sheet or Plate manufacturers, Stainless Steel Sheets, Stainless Steel Plate we offered that you can trust. Welcome to do business with us.
(Stainless) Steel Sheet Plate
Stainless Steel Sheets, Stainless Steel Plate
China-Base Ningbo Foreign Trade Co.,Ltd. Ningbo Songko(CBNB) Magnetic Material Co., Ltd. , http://www.cbnb-magnets.com