
1 Overview
In recent years, with the continuous expansion of the company's installation engineering projects, the gap of excellent welders is relatively large. In addition, the manual welder has a long training period and high cost, and the automatic welding of pipes can reduce the number of welders and reduce the construction cost, and the automatic welder training period is short, the technology is stable, and the influence by external factors is small. For example, the chemical pipeline of a chemical plant is made of 304 and 321 stainless steel. Due to the tight construction period, high quality requirements and shortage of excellent welders, it is decided to use automatic welding.
2. Selection and introduction of prefabricated automatic welding process for pipelines
(1) Automatic GMAW welding GMAW welding arc heat concentration, the penetration depth is relatively deep; and the welding efficiency is high, the welding deformation is small, and the weld metal with low hydrogen content can be obtained. However, the mechanical properties of the welded joints using this process are slightly poor, and there are design documents that have certain limitations on the use of the GMAW process.
(2) Submerged arc welding submerged arc welding arc penetration capability and welding wire deposition efficiency are very high, and has the advantages of high weld quality, good working conditions and high production efficiency.
However, submerged arc welding has a certain limitation in pipe welding , so it is not possible to apply pipe bottom welding .
(3) Automatic TIG welding TIG welding can weld almost all metals, good welding process performance, open arc, can observe arc and molten pool, and arc combustion is stable, no splash, no need to remove slag and sand after welding, weld forming Beautiful; able to achieve all-position welding , is the ideal welding method to achieve single-sided welding back forming.
However, TIG welding has a shallow depth of fusion, a slow deposition rate, and a low welding productivity; the tungsten current carrying capacity is limited, and excessive welding current causes the tungsten electrode to melt and evaporate, and the particles may enter the molten pool, causing contamination of the weld metal.
By comparing the above welding methods, the process performance and mechanical properties of automatic TIG welding are good, and the process design concept of pipe welding supports TIG welding , so we use automatic TIG welding for pipeline prefabrication. As the technology matures further, we will gradually study the welding method of automatic TIG welding bottoming + submerged arc welding filling cover for pipeline prefabrication.
3. Selection of automatic pipe welding machine
Through the market research of some automatic welding manufacturers products at home and abroad, a company's pipeline prefabricated automatic welding equipment was selected (see Figure 1). The equipment consists of welding power source, water tank, cantilever frame, welding control system, rotary positioner and track; the welding machine adopts DC power supply and has automatic welding control program, which can realize double-sided forming of single-side welding and smooth forming of front and back surfaces. There are no welding defects such as undercut and welding , and the stability and stiffness of the arc are good, which can ensure high quality, reliable and uniform welding quality.

Figure 1 Pipe prefabricated automatic welding equipment
4. Material selection and requirements
(1) Requirements for pipes The requirements for automatic welding of pipes are relatively strict. The inner and outer surfaces of steel pipes shall not have cracks, folds, rolling, separation and crusting. The allowable deviation of the outer diameter and thickness of stainless steel pipes must meet GB/T13296. - 2007 requirements, and the thickness deviation should be uniform, the chemical composition of 304 and 321 stainless steel are shown in Table 1, Table 2.
Table 1 304 chemical composition (mass fraction) (%)
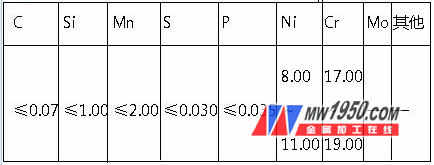
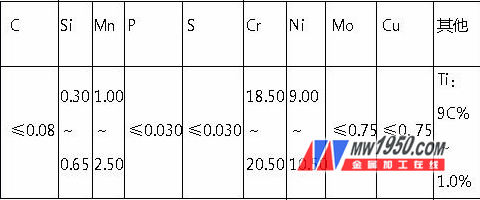
Table 2 321 chemical composition (mass fraction) (%)

(2) Requirements for welding consumables 304 stainless steel is ER308, φ1.2mm welding wire, 321 stainless steel is ER321, φ1.2mm welding wire, the procurement standard is YB/T5092—2005; the surface of the steel wire should be smooth, no rust, oxide scale and Other defects that are harmful to use, the specific chemical composition is shown in Table 3 and Table 4.
Table 3 ER308 welding wire chemical composition (mass fraction) (%)
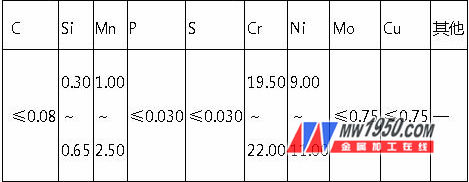
Table 4 ER321 wire chemical composition (mass fraction) (%)
5. Welding process
(1) Groove processing and group-pairing process Firstly, the V-shaped groove is used for processing group pairing. The process test results are tested according to the requirements of NB/T47014-2011 and JB/T4730-2005, all of which are qualified, as shown in Figure 2. The groove group is shown in Figure 3 and Table 5.
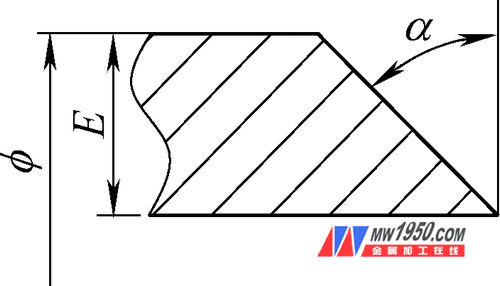
Figure 2 Groove processing requirements
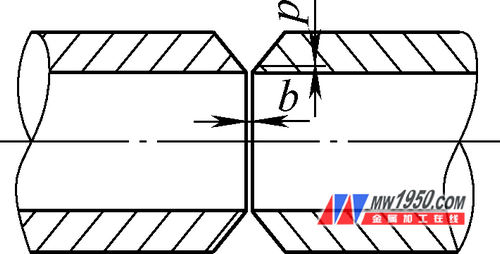
Figure 3
Table 5 Groove processing and group pair parameters
Second, the group is on the process. 1 group shall clean the oil, paint, scale, rust and burrs in the range of ≥20mm on the groove and its inner and outer surfaces, and there shall be no defects such as cracks and interlayers. 2 The outer surface of the groove is polished with a sander, and the inner surface is ground with an internal grinder. When grinding, the grooved surface is not allowed to be broken, and if necessary, a soft grinding head is used for grinding. The gap between the three groups is 2 to 3 mm, and the amount of misalignment of the inner wall does not exceed 10% of the thickness of the tube wall. 4 Position welding is normally welded 3~4 points, evenly distributed, the length is about 30mm. After the positioning welding is finished, the spot welding point needs to be polished, so that the remaining weld metal thickness is about 1.5mm. Thickness pipe (generally when thickness ≥ 8mm) positioning welding needs to be increased to 6-8 welding points.
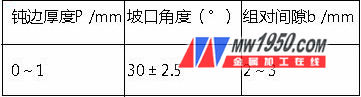
(2) Welding process First, check whether the connection line interface of each component of the automatic welding equipment is connected; check whether the water and gas of the equipment are smooth; the water in the welding cooling water tank should be ≥170mm; pre-rotation before welding to prevent the tube from being grouped the reason for the deterioration of welding, and preventing the tube to a welding power supply + impinging welding elbow; required horizontal measurement the pipe before welding, and a horizontal support timely adjustment jig, the tube is inclined to avoid the phenomenon. After the test, the inclination difference is ≤2mm; the angle adjuster of the adjustment welder should be between 12:15~12:30, the tungsten pole and the porcelain nozzle must be perpendicular to the workpiece; adjust the tungsten pole so that it is aligned with the groove Center position; when welding stainless steel pipe, try to use φ7mm, φ8mm nozzle; when welding thick wall pipe, use φ5mm, φ6mm nozzle. Pre-weld arcing sequence: first swing → after arc start → re-feed wire, arcing at the spot welding position where the gap is small when starting the arc; the length of the tungsten tip protruding from the porcelain nozzle is about 10mm; however, for the thick-walled tube, it has been tested and verified. The length of the tungsten pole can reach 20mm, but at this time, the gas flow rate should be increased, generally 15~20L/min; the height of the tungsten pole is about 2mm from the workpiece, and it is visually observed; check whether the tungsten electrode is polished or not, and use the grinding wheel. The machine grinds the tungsten extreme part into a cone shape, and checks whether the welding wire is directly below the tungsten pole. The length of the tungsten electrode, the distance between the welding wire and the tungsten electrode, the angle of the wire and the distance between the tungsten wire and the workpiece are set as shown in Fig. 4 and Table 6. Show. When welding stainless steel, check whether the back protective gas is unobstructed and whether the flow rate reaches a predetermined value.
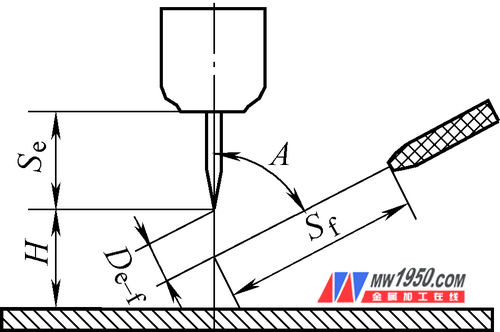
Figure 4: Tungsten electrode and welding wire before welding setup
Table 6 Setting parameters before welding of tungsten and welding wire

Secondly, the welding machine remote control should be adjusted in time during the welding process, and the tungsten pole must be aligned; the arc height should be adjusted in time during the welding process, and the molten pool should be observed to make the elliptical green light suitable for the arc height. If the weld height is too high, it should be adjusted in time to increase the welding speed and reduce the wire feeding speed; if the weld height is too low, the welding speed should be reduced and the wire feeding speed should be increased. When the bottom welding is welded to the spot welding position, the wire must be intermittently fed. After the second layer is welded or when the thickness of the weld is ≥ 4 mm, the back protective gas can be omitted; the stainless steel gas protection flow rate is 10-20 L/min; The back flow is 5-15 L/min, and the interlayer temperature is ≤150 °C. The order of arc-receiving after welding: first stop the wire, then extinguish the arc, turn off the swing; when welding the thick-walled pipe, multi-layer multi-pass welding should be adopted to prevent the surface oxidation phenomenon. After each layer is welded, check the tungsten burning loss. If the burning is serious, replace the tungsten.
(3) Welding procedure qualification test results Pipeline prefabricated automatic welding After 304 and 321 two kinds of stainless steel pipe welding process qualification test, the visual inspection results all meet the requirements of NB/T47014-2011, the non-destructive testing results all reach JB/T4730-2005I The requirements of the film and the test results of the mechanical properties are all qualified (see Table 7). Therefore, the automatic welding process is not only technically stable in terms of process performance, but also meets the requirements in terms of performance.
Table 7 Automatic welding mechanical properties test results
6. Promote common problem solving solutions in the application
(1) Welding machine installation technology In the actual promotion process, the pipe + elbow is welded . If the pipe wall thickness exceeds 14mm, the horizontal support roller surface will be detached due to the heavy weight at the elbow; therefore, during the welding process If the wall thickness exceeds 14mm, the number of horizontal supports needs to be increased. The original level supports 2, and at least one additional one is needed.
When the diameter of the pipe is >200mm, the phenomenon of the elbow colliding with the welder will occur during the welding process; therefore, the distance between the rotary positioner and the welder should be increased in the future installation process, and the distance after the increase should be At least 60mm.
The reason for the phenomenon (2) during welding slag analysis: when the wrong side of the group; level measurement is not performed when the tube is mounted; welding thick-walled pipe, the grooves between the bead too deep.
Solution: strict control group amount of the wrong side of the pipe, the amount of ≤2mm wrong side; horizontal tubes must be welded before measurement, to ensure that the tube is horizontal; thick-walled pipe welding, is adjusted to be a reasonable weld bead profile.
(3) oscillating art welding process during the welding thick-walled pipe (wall thickness typically ≥10mm), since the bevel angle of 30 °, there will result in too wide weld bead and the filling and capping; Welding During the process, the tungsten pole swings too much, and oxidation and slag inclusion will occur. Therefore, the weld bead distribution should be reasonably performed at this time. After testing, it can be known that the width of the bead swing is ≤8mm, and the swing width is 6mm.
(4) Analysis of the phenomenon of oxidation on the surface after welding: The purity of argon is not enough, and the requirement of 99.99% purity of argon is not achieved; the interlayer temperature is too high; the welding speed is fast, the molten pool can be protected in the future; the gas flow rate and The tungsten nozzle size does not match; the welding current, welding speed and other parameters do not match.
Solution: Ensure that the purity of argon can reach 99.99%; strictly control the interlayer temperature ≤150 °C. The test that: tungsten nozzle should not be too small, the general application of the nozzle # 7; when the nozzle is not welded during the welding thick-walled tube occurs, tungsten may be elongated to 20mm, this time may be positive argon flow Increase to 15 ~ 20L / min. Properly reduce the welding speed, not too fast.
(5) Analysis of the causes of the pores in the welding process: X-ray inspection found that the pores mainly appeared between the layers. The main reasons include: the cleaning between the layers is not clean; the wire feeding amount per layer is too large, the number of welding layers is small; the nozzle is used for a long time, the gas lens is damaged, and the argon gas protection effect is not satisfactory.
Solution: clean the layers; control the wire feeding amount of each layer, increase the number of welding layers and reduce the heat input; check the nozzles and gas lenses frequently, and replace them if damaged; if a batch of materials is tested after welding There are frequent stomata problems and chemical analysis tests are required on the materials.
7. Conclusion
(1) application of qualified welding procedure, the welding process is applied to the automatic welding apparatus thick stainless steel chemical process lines for a total of 51 welding weld, the film 224, a pass rate of 98%, to meet engineering The need for progress has solved the contradiction of the shortage of excellent welders.
(2) process innovation through the development and application of automatic welding of pipe prefabrication, mastered the technology of welding pipe prefabrication automatic welding, automatic TIG + study submerged arc welding lay the foundation for the next step, and play a comprehensive guide for the subsequent promotion effect. In summary, there are mainly the following innovations: 1 Pipeline prefabricated automatic welding process is the first development and application in our company, which has long-term strategic significance. 2 Through the development of the automatic welding process, the welding parameters are basically determined, and a set of independent technological achievements are formed. 3 Reduced the skill requirements for personnel and eased the situation in which the company urgently needed large quantities of high-skilled welders. 4 In the welding speed, automatic welding is much better than manual welding, which is beneficial to mass production.
(3) Precautions The requirements for beveling and grouping are high, and it is necessary to match the processing equipment of the groove; the pipeline has many types and has a certain weight, and the workshop needs supporting crane equipment. There are certain limitations on the range of pipe welding size. If it is necessary to meet the welding of all pipe types, it is necessary to purchase multiple sets of equipment. The welder system requires regular maintenance.
Medicine Raw Material is related pharmaceutical industry. We mainly supply two items, one is Sulfanilic Acid, another is Formic Acid, with our high and stable quality, can produce high and stable quality of bulk pharmacetuical chemicals.
Pharmaceutical raw materials encompass elements that are required to manufacture a variety of different drugs. These materials are derived and extracted from sources that could be natural or synthetic. Every pharmaceutical is made up of active ingredients .
Pharmaceutical industry has a lot of constraints and specialties which make it stand on a completely different scale than any other industries. Being closely related to the medical field and also complementary to it, the pharmaceutical industry needs utmost care and precision in each and every aspect of the field ranging from collecting the raw materials to getting the final product ready for supply in the market. ï‚ž Let us get into a few details about the pharmaceutical raw materials and find out some important and interesting facts about them.
We mainly supply Sulfanilic acid & Formic Acid , which are used as raw material for Pharmaceutical industry.
Medicine Raw Material,Formic Acid
SJZ Chenghui chemical co ltd , http://www.chenghuichemicals.com