
First, the effect of heat treatment process on improving the fatigue strength of bolts
Automobile fasteners have always been based on a wide variety of features, types and specifications, and their selection and use involve structural analysis, joint design, failure and fatigue analysis, corrosion requirements and assembly methods, and related Product quality control and testing, etc., these factors largely determine the final quality and reliability of automotive products.
The fatigue life of high-strength bolts of automobiles has always been a problem. The data indicates that the failure of bolts is mostly caused by fatigue damage, and the bolts have almost no signs of fatigue damage. Therefore, major accidents can easily occur when fatigue damage occurs. Heat treatment can optimize the performance of the fastener material and increase its fatigue strength. It is more important to improve the fatigue strength of the bolt material by heat treatment for the higher and higher use requirements of high-strength bolts.

1. Initiation of fatigue cracks in materials
The place where the fatigue crack first starts is called the fatigue source. The fatigue source is very sensitive to the microstructure of the bolt. It can initiate fatigue cracks at a small scale. Generally, within 3 to 5 grain sizes, the surface quality of the bolt is the main problem. The source of fatigue, most of the fatigue begins with the surface of the bolt or the subsurface. There are a large number of dislocations inside the crystal of the bolt material and some alloying elements or impurities, and the difference in grain boundary strength, these factors may lead to fatigue crack initiation. Studies have shown that the location of fatigue cracks is: grain boundaries, surface inclusions or second phase particles, voids, these locations are related to the complex and variable microstructure of the material. If the microstructure can be improved after heat treatment, the fatigue strength of the bolt material can be improved to some extent.
2. Effect of decarburization on fatigue strength
Decarburization of the bolt surface reduces the surface hardness and wear resistance of the bolt after quenching and significantly reduces the fatigue strength of the bolt. The GB/T3098.1 standard has a decarburization test for bolt performance and specifies the maximum decarburization depth. When analyzing the cause of the failure of the 35CrMo wheel bolt, it was found that the intersection of the thread and the rod was due to the presence of the decarburization layer. Fe 3 C reacts with O 2 , H 2 O, and H 2 at high temperatures, resulting in a decrease in Fe 3 C inside the bolt material, thereby increasing the ferrite phase of the bolt material, reducing the strength of the bolt material, and easily causing microcracks. The heating temperature is controlled during the heat treatment, and it is necessary to use a controlled atmosphere to protect the heating.
3. Effect of heat treatment on fatigue strength
The stress concentration on the surface of the bolt will reduce the surface strength. When subjected to alternating dynamic loads, the process of micro-deformation and recovery will continue to occur at the stress concentration of the notch, and the stress is much greater than that of the stress-free concentrated part. Causes the generation of fatigue cracks.
The fasteners are heat-treated and quenched to improve the microstructure, and have excellent comprehensive mechanical properties, which can improve the fatigue strength of the bolt material, reasonably control the grain size to ensure low-temperature impact work, and also obtain high impact toughness. Reasonable heat treatment to refine the grains and shorten the grain boundary distance can prevent the occurrence of fatigue cracks. If there is a certain amount of whiskers or second particles inside the material, these added phases can prevent the resident slip to a certain extent. The slip of the belt prevents the initiation and propagation of microcracks.
2. Quenching medium and processing medium for heat treatment
Automotive high-strength fasteners have a series of technical characteristics: high-precision grade; harsh service conditions, it will withstand the impact of severe cold and extreme temperature difference with the host, and withstand high temperature and low temperature erosion; static load, dynamic load, overload, Heavy-duty and environmental media corrosion, in addition to the axial preloading tensile load, will also be subjected to additional tensile alternating loads, transverse shear alternating loads or composite bending loads during operation. The effect is sometimes subjected to impact loads; additional lateral alternating loads can cause loose bolts, axial alternating loads can cause fatigue fracture of bolts, axial tensile loads can cause delayed fracture of bolts, and high temperature conditions Creep of bolts, etc.
A large number of failed bolts indicate that the break in the transition between the head of the bolt and the stem during service is broken; the joint between the thread of the bolt and the rod is broken; and there is a slide along the threaded portion. Metallographic analysis: There are more undissolved ferrite on the surface and core of the bolt. The austenitization is insufficient in quenching, and the strength of the matrix is ​​insufficient and stress concentration is one of the important reasons for failure. To this end, it is very important to ensure the bolt cross-section and uniformity of the structure.
The function of the quenching oil is to quickly remove the heat of the red hot metal bolt and reduce it to the martensitic transformation temperature to obtain the high hardness of the martensite structure and the depth of the hardened layer. At the same time, it is necessary to reduce the deformation and prevent the bolt. Cracking. Therefore, the basic characteristics of quenching oil is "cooling characteristics", which is characterized by faster cooling rate in the high temperature stage and slower cooling in the low temperature stage. This characteristic is very suitable for the quenching requirements of high strength bolts of alloy structural steel ≥10.9 or higher.
The rapid quenching oil is thermally decomposed, oxidized and polymerized during use, resulting in a change in cooling characteristics. The trace moisture contained in the oil will seriously affect the cooling performance of the oil, resulting in a decrease in the brightness of the fastener after quenching and uneven hardness. Produces soft spots and even a tendency to crack. Studies have shown that the deformation problems caused by oil quenching are partly caused by water in the oil. In addition, the water in the oil accelerates the emulsification of the oil and promotes the failure of additives in the oil. When the water content in the oil is ≥0.1%, when the oil is heated, the water accumulated at the bottom of the oil tank may reach a boiling point, and the volume suddenly expands, which may cause the oil to overflow the quenching oil tank and cause a fire.
For the quenching oil used in the continuous mesh belt furnace, according to the quenching characteristic data accumulated in the 3-month interval test, it is possible to establish the oil stability and quenching characteristic map, determine the suitable service life of the quenching oil, and predict the performance of the quenching oil. Changes related to the problem, thereby reducing the rework or waste loss caused by changes in quenching oil performance, making it a routine control method for production. The depth of hardening directly affects the quality of the bolt after heat treatment. When the hardenability of the material is poor, the cooling rate of the cooling medium is slow and the bolt size is large, it is impossible to completely quench the martensite at the core of the bolt during quenching. Tissue reduces the level of strength in the heart area, especially the yield strength. This is clearly very disadvantageous for bolts that are subjected to a uniform distribution of tensile stress along the entire section. The lack of hardenability reduces the strength. The metallographic examination found that the pro-eutectoid ferrite and the reticular ferrite structure existed in the core, indicating that the bolt hardenability needs to be strengthened. It is well known that increasing the hardenability of the two ways, increasing the quenching temperature; increasing the quenching ability of the quenching medium can effectively increase the quenching depth of the bolt.
The quenching oil has a short steam film stage, that is, the oil is cooled at a high temperature stage. This feature is beneficial for 10B33, 45 steel ≤ M20 bolts, M42 nuts to obtain a deep hardened layer, and for SWRCH35K, 10B28 steel Thin ≤ M12 bolts, M30 nuts can ensure a small difference between the hardness of the core and the surface hardness. From the analysis of the cooling rate distribution, in addition to the fast cooling required in the middle and high temperature stages, the low temperature cooling speed of the oil has a greater effect on obtaining the depth of the hardened layer. The higher the low temperature cooling rate, the deeper the hardened layer tends to be. This is uniform for the entire section of the high-strength fastener, and it is required to obtain about 90% of the martensite structure before tempering in the hardened state. The indicators for evaluation include flash point, viscosity, acid value, oxidation resistance, residual carbon, ash, sludge, quenching cooling rate, quenching brightness and other nearly 20 indicators.
For larger size bolts or PAG quenching agent, which meets the quenching requirements of most products, PAG quenching agent is in the boiling stage in the martensite transformation zone. The cooling rate is large and there is a greater risk. At a cold speed of about 300 °C, the lower the cooling rate at this temperature point, the stronger the ability to prevent quenching, and the more steels are suitable. The convective cooling rate stability during use is the most important factor to ensure the quenching quality.
On the specimen of the early failure bolt, it can also be seen that there are crack defects on the thread near the fracture of the fracture bolt, mainly due to the improper rolling process of the bolt, and the metal plastic rheology merges during the cold forming process of the twisted thread. It is caused by folding; there are also micro-cracks with different depths in the bottom of the thread, and the stress-concentrated area is formed by processing the built-up edge. GB/T5770.3-2000 "Special requirements for bolts, screws and studs for fastener surface defects" stipulates that for a bolt with a stress above the diameter of the thread, the depth is not more than a quarter of the height of the thread profile is allowed. Folding and built-up edge of the thread bottom is an impermissible defect, and folding is one of the main causes of bolt breakage.
Third, the surface protection and technical development of automotive fasteners
Fasteners on automobiles, especially fastening bolts, pipe ferrules, elastic clamps, etc., are in a harsh environment during use, and the corrosion is usually severe, and even the rust is difficult to disassemble. Therefore, fasteners are required to have good corrosion resistance. A more common method currently used is to electroplate zinc, zinc-nickel alloy, phosphating, blackening and dacromet. Due to the limitation of the hexavalent chromium content in the coating surface of automobile fasteners, the products containing harmful substances are not allowed to enter the market, which is an unprecedented high in the innovative ability of surface treatment of automobile fasteners. Standard environmental requirements.
1. Water-based zinc-aluminum coating
Environmentally-friendly new coating technology - sheet-like zinc-aluminum coating Kumite, based on more than 30 years of DACROME surface anti-rust technology experience, after years of research and development, developed completely A new surface treatment technology for chromium - GEOMET.
The anti-rust mechanism, the film structure treated by Kumimet is also the same as that of the Dacromet-treated film, and the metal sheets are layered and overlapped to form a film bonded by a silicone-based adhesive, thereby covering the substrate.
The advantages of Kumemet: Conductive, high-strength foils make Kumite's bolts electrically conductive. Paint adaptability, Kumemet can be used as a primer for most paints including plating. Environmentally friendly, water-based solution, no chromium, no waste water, no harmful substances discharged into the air. Excellent corrosion resistance, only 6 ~ 8μm film thickness, you can reach the salt spray test for more than 1000h. Heat resistance, inorganic film, and the film does not contain moisture. No hydrogen embrittlement process, no acid and electrolytic coating process, avoiding the same hydrogen embrittlement as ordinary electroplating process.
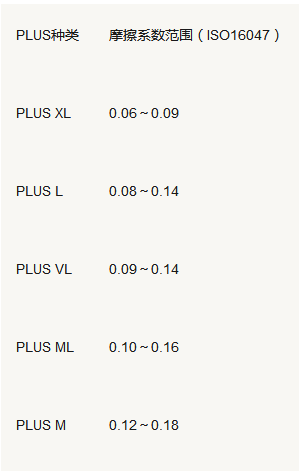
The stability of the friction coefficient is critical for automotive fastener assembly. Water-based sheet-like zinc-aluminum coating for the friction coefficient solution, based on the zinc-aluminum coating, coating the water-based inorganic top coat with lubrication function--- PLUS, PLUS type and friction coefficient range are shown in Table 1.
Table 1 PLUS type and coefficient of friction range
2. Electrophoretic coating technology
In recent years, some fasteners of some automobile companies have used electrophoretic coating instead of passivation after electroplating. The principle of electrophoretic coating is simply "sexual attraction", just like a magnet. The anodic electrophoresis is bolted to the anode and the coating is negatively charged; while the cathodic electrophoresis is applied to the cathode and the coating is positively charged. It is well known that electrophoretic coating is highly mechanized, environmentally friendly, and has excellent corrosion resistance. Recycling water resources to reduce emissions; strengthening heavy metal recycling to reduce emissions; reducing VOC (volatile organic compounds) emissions; reducing energy consumption (water, electricity, fuel, etc.), meeting environmental requirements, reducing costs and improving quality.
It has been applied to auto parts and fasteners for several years. The electrophoretic coating process is relatively mature. It is a substitute for electroplating products. PPGElect ropolyseal fastener special electrophoretic coating material, EPll/SST 120~200h anodic electrophoresis, EPlll/SST 200-300h cathodic electrophoresis, EPlV/SST 500-1000h cathodic electrophoresis, EP V/SST 1000-1500h cathodic electrophoresis; and ZiNC Rich coating zinc-rich organic coating (conductible).
With the development of technology, in addition to cathodic electrophoretic coating with excellent corrosion resistance, anodic electrophoretic coating with a certain weather resistance, edge corrosion-resistant cathodic electrophoretic coating, etc. have also been put into practical use on the production line. At present, PPG's electrophoretic coating series has been approved by many automobile manufacturing companies, and a series of specifications are adopted as uniform standards. S424 is changed to S451, such as Ford WSS-M21P41-A2, S451; General Company GM6047 code G; Chrysler PS-7902 Mcthod C.
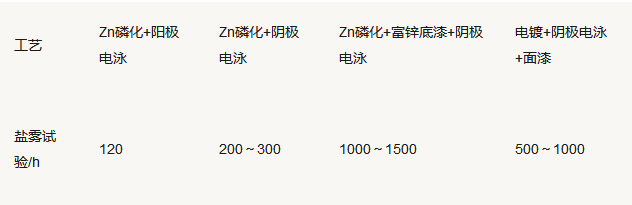
The benefits of electrophoretic coating are environmentally friendly. Electrophoretic coating uses water-based paint, passivation uses trivalent chromium; improves product corrosion resistance, excellent adhesion; no plug hole, no plug screw, uniform film thickness, consistent torque value; traditional plating + passivation Process, salt spray test reached about 144h. After zinc-based phosphating + zinc-rich primer + cathodic electrophoretic coating process, the salt spray test can reach more than 1000h. If electroplating + cathodic electrophoretic coating process is adopted, the salt spray test can reach more than 500h (see Table 2).
Table 2 Comparison of salt spray test results of several layers
Fourth, the conclusion
In the future, the development of automotive fasteners will be more personalized, and the heat treatment process will highlight the service features. Intelligent, green and lightweight technologies will play an important role. The development of technology and equipment is the basis for the development of advanced manufacturing industry. The space for development is still very large. To narrow the gap with the advanced level of foreign countries, the task is still very arduous and has a long way to go.
Stop Valve,Handle Stop Valve,Brass Stop Valve,Angle Stop Valve
Bathroom Faucet & Kitchen Faucet Co., Ltd. , http://www.htc-faucets.com