
I. Project Overview
The ground construction project of the Ahadibu Oilfield is the first oilfield ground construction project in Iraq after the war. It is the overseas key project of the Group Corporation in 2011 and is the model project of PetroChina's “Middle East landmark projectâ€. The project has the following characteristics:
(1) The special part of the process pipe material has a large wall thickness, and the welding and installation quality requirements are high. The material of the process pipeline in the device mainly includes acid medium pipeline, ordinary carbon steel pipeline and stainless steel pipeline. The acid medium pipeline material is special, the welding process is complicated, and some pipelines have a wall thickness of 52 mm, which is difficult to weld.
(2) During the construction period, the number of heavy storage tanks is large, the welding workload is large, and the construction period is short. The device has a total of 14 storage tanks. The construction period is tight and the task is heavy. During construction, it is in the hottest weather (the highest surface temperature is 70 °C), and some tank walls are thin, and welding and local heat treatment are difficult.
(3) Installation of stress-free piping requires high stress-free piping installation requirements for large high-pressure compressor units. The device has 7 compressor units, which are characterized by large volume, complicated structure, high running speed and large running load. The centering precision is high, which is the core equipment for the operation of the device. The stress-free piping becomes a difficult point in construction.
(4) It is difficult to carry out on-site electric welding, and there are many equipments for installation, high installation accuracy of daytime pipelines, and difficulty in group welding. The project has nearly 200 sets of armored equipment (sets), and the pipelines of the complete equipment are dense and diverse in materials. It is difficult to weld on site, which has a great impact on the construction of the installation.
(5) Poor social support and poor natural environment. Since the war in Iraq has been in a state of war for a long time, the Wasit province in which the Ahmadab project is located has neither the oil industry foundation nor the talents and qualified labor for oil construction. The personnel still rely on the domestic, coupled with the severe security situation, tight visas, poor customs clearance and other factors, welding materials, excellent welding equipment and excellent welders are difficult to coordinate, and the local natural environment is harsh, wind and sand, high temperature, project support Very poor conditions have a great impact on on-site welding operations.
Second, the key welding technology
According to the project design documents and related specifications and subsequent construction requirements, we have sorted and summarized the welding evaluation of the project. In addition to the existing welding evaluation of our company, the project has re-made the acid medium pipeline according to the construction requirements of the ASME standard. And high-pressure thick-walled pipe welding evaluation. The welding evaluation of acid medium pipeline welding is more complicated, involving chemical composition analysis, radiation inspection, ultrasonic inspection, post-weld heat treatment, weld chemical composition analysis, hardness test, tensile test, bending test, impact test, and groove hammering. Test, ANTI-HIC test (hydrogen induced cracking test) and ANTI-SSC test (anti-sulfide stress cracking test). Due to the unsatisfactory test conditions in Iraq, we actively contacted the qualified laboratories in the country. After many efforts, we finally completed the welding evaluation of the acid medium pipeline. The device is evaluated by welding procedure as shown in Table 1.
Table 1 Summary of welding procedure qualification of this device
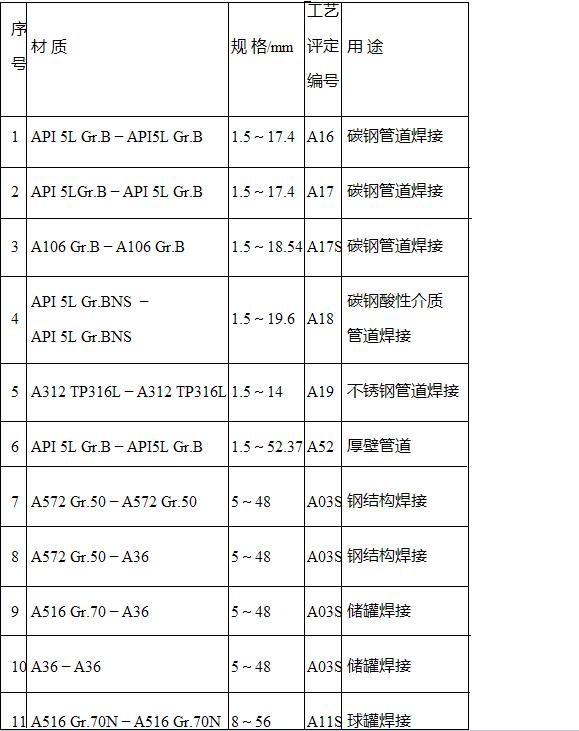
Carbon steel pipe welding
The carbon steel material of this project is API 5L Gr.B. Except that the socket welding head adopts the electrode arc welding process, the other butt joints are sealed by tungsten argon arc welding, and the electrode arc welding is used to fill and cover the surface. The welding groove form depends on the wall thickness of the pipe (see Table 2). The pipe section in the prefabrication stage is welded in the pipe prefabrication plant. The pipe section groove is processed by the pipe mechanical beveling machine. The portable pipe beveling machine can be used for on-site installation. Cut the groove or cut directly with an oxy-acetylene flame.
Table 2 Groove form

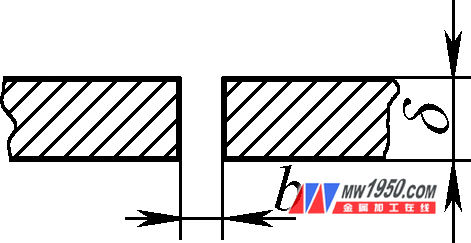
Figure 1
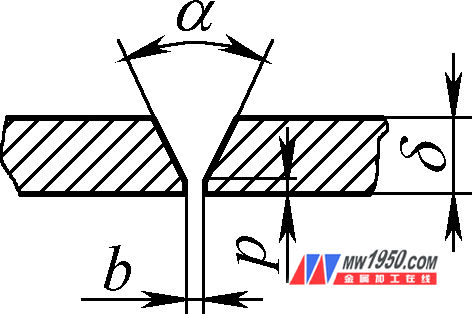
Figure II

Figure III
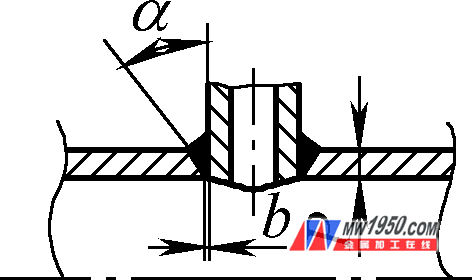
Figure 4
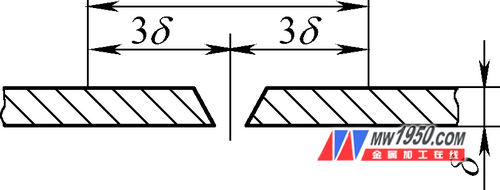
Figure 5
The carbon steel pipe has good welding performance. Under the guarantee of the correct welding process, high-quality welded joints can be obtained. The following aspects should be paid attention to during construction:
(1) Control the welding heat input in the range of 15 ~ 30kJ / cm, because the welding heat input is too large, the grain of the weld joint affected area will be coarse, causing the organization to embrittle, and too much heat input will lead to the welding deformation Large, so the welding current should be adjusted to the appropriate current before welding.
(2) Before welding, the rust, oil stain, paint, edgy and moisture in the range of 20mm inside and outside the groove should be cleaned, otherwise the pores may be generated.
(3) Short arc is used during welding to ensure the stability of the arc and strengthen the protection of the molten pool.
2. Acid medium pipe welding
(1) The welding process adopts a multi-layer multi-pass welding method, and the electrode joints of each layer should be staggered.
(2) Preheating before welding When the ambient temperature is below 0 °C, the pipeline should be preheated to 15 °C above. Preheating range: ≥3 times wall thickness on both sides of the center line of the counterpart, and ≥50mm. Insulation is carried out in the range of 100 mm outside the heating zone.
When welding, when the preheating temperature is reached and the preheating temperature is maintained, the welding of the argon arc welding primer is immediately performed, and the welding is completed once. The bottom bead is required to be welded and formed well, and the thickness of the bottom weld of the thick-walled pipe is ≥2mm. Filling and cap welding shall be carried out immediately after the completion of the bottom bead, and each weld shall be welded once at a preheating temperature. If the welding is interrupted due to special circumstances, the pipeline should be naturally slow-cooled. When welding again, the weld must be reheated before welding.
(3) Post-weld inspection After the inspection, the surface of the weld is free from defects such as porosity, slag inclusion, incomplete penetration, unmelted, undercut, etc. After welding, it is 100% ray-tested, and the next step can be carried out after passing the test.
3. Austenitic stainless steel welding
The austenitic stainless steel pipe is mainly distributed on the dosing line and the generator set. The material is mainly ASME A312 TP316L, which belongs to austenitic stainless steel. The austenitic steel has small thermal conductivity and large linear expansion coefficient. It is easy to produce when welding in free state. Large welding deformation, and prone to hot cracks, the joint is prone to intergranular corrosion and stress corrosion.
In order to solve the above problems, the following countermeasures are adopted:
(1) The V-shaped groove is adopted, and the groove angle and the counter gap are appropriately reduced in order to reduce the welding deformation.
(2) When filling and covering the electrode arc welding, the base metal in the range of ≥100mm on both sides of the groove shall be coated with chalk powder to prevent the welding splash from damaging the base metal.
(3) When welding, the welding is carried out from the middle of the two positioning welds, the back is argon-protected, and the small swing operation is adopted to ensure good fusion on both sides, and the back forming height is guaranteed to be 1~2 mm.
(4) The welding process adopts small and fast welding. The filling and capping weld bead is multi-layer multi-pass welding, small swinging or non-swinging operation, the interlayer cleaning should be thorough, and the joints between the layers should be staggered.
(5) The interlayer temperature should be strictly controlled ≤150 °C during the welding process.
(6) The welding should be slow when receiving the arc, and the arc pit should be filled to prevent the arc pit crack.
Sliver Tungsten Electrode
Sliver tungsten Electrode is alloy of tungsten and sliver ,also called sliver tungsten bar or sliver tungsten rod .
Sliver tungsten electrode physical properties .
Density :11.75-16.10g/cm ², it depend on the content of tungsten and sliver
Composition W30-80 5,Ag 20-70%
Silver tungsten electrode is feature with high arc corrosion ,high hardness ,nice electtial conductivity and high fusion welding resistance etc.
Application of sliver tungsten electrode
Sliver tungsten electrode commonly used as switches, it performs well in AC welding
Used in high temperature resistance industry
Applied for sport equipment
Silver tungsten electrode
Because of the mutal solubility of tungsten sliver is too low ,sliver tungsten electrode only can be manufactured by Powder Metallurgy and pressing method .
Silver Tungsten Alloy Electrode
Tungsten Electrode,Silver Tungsten Alloy Electrode,Agw Silver Tungsten Alloy,Agw Alloy Welding Electrodes
Shenyang Top New Material Co., Ltd. , http://www.topcobalt.com