
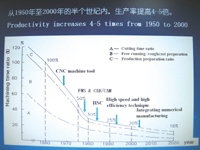
Figure 2: Changes in machining efficiency from 1950 to 2000, the ordinate is the relative ratio of processing time (100% in 1960)
Since the popularization of high-speed cutting, processing efficiency has increased by 4-5 times in the half century from 1950 to 2000. Of course, it should be mentioned that high-speed cutting generally defines its "high speed" range from its processed objects.
The proportion of the tool in the total processing cost is not large. We take the manufacturing process of the automobile industry as an example: the investment in machine tools and other equipment accounts for 35% of the total cost; the energy consumption of the equipment accounts for 7%; the normal operating cost of the enterprise accounts for 27%; the cooling and lubrication costs account for 17%; Labor accounts for 9%; tools account for 4%. Coincidentally, in the mass production cost of aluminum alloy workpieces processed by machine tools, cooling and lubrication accounted for 16%; tools 4%; other processing costs accounted for 80%. It can be seen that the tool only accounts for a very small part of the total cost. However, it should not be overlooked that this 4% cost tool may affect the overall processing efficiency of 10%-15%.
For the tool, there are three most critical factors, cost, life, and efficiency. Experiments have shown that if the tool cost is reduced by 30%, the overall cost is reduced by about 1%; if the tool life is increased by 50%, the overall cost is reduced by about 1%; however, if the cutting parameters are optimized as much as possible, the tool processing efficiency is increased by 20%. Then, the overall cost of each workpiece can be reduced by more than 15%.
Of course, to improve the production efficiency of the machine tool in an all-round way, not only should the cutting time of the workpiece be reduced by high-speed cutting, but also the machining auxiliary time must be greatly compressed (including machine adjustment, program operation check, idle travel, brake dry running, workpiece loading and unloading). And the time of clamping, tool change, etc.), standby time and downtime, because the effective cutting time of the machine tool generally only accounts for 25%-35% of the total working time under the conditions of multi-variety and small batch production. It can be seen that in addition to high-speed cutting, how to process more effectively is one of the important issues facing the manufacturing industry.

Figure 3: High precision thread cutting
At present, green processing technology has become a global hot spot. This green color includes economic, environmental protection and high efficiency. From the perspective of environmental protection, on the one hand, high-speed and high-efficiency processing brings about a reduction in energy consumption. On the other hand, the choice of coolant and lubricating fluid is very important. As mentioned above, the cost of the coolant is a high percentage of the overall cost, reaching around 16%. The effect of lubrication and cooling is also very relevant to the overall processing efficiency, especially for difficult-to-machine materials, such as titanium alloys, which must be properly cooled after cutting to a certain extent. With the development of high-speed cutting, when the coolant is poured, the tool often has a thermal crack, which leads to a decrease in tool life, which needs to be improved.
In short, in processing technology, high precision, high efficiency, low cost, environmental protection, and predictability of results will all be obvious trends. This predictability means that the processing results must be predictable, controllable, and not random. This requires the operator to have a deeper understanding of the processing technology.
Previous Next
Disodium Phosphate,Disodium Phosphate Anhydrous,Disodium Hydrogen Phosphate
Sodium Tripolyphosphate,Sodium Hexameta Phosphat Co., Ltd. , http://www.chphosphate.com