
As a typical economies of scale, the automobile industry is transitioning to a multi-variety production system. As a non-standard special inspection tool for mass production, it must be adapted and optimized. Because in the mass production mode, whether it is processing equipment or testing equipment, frequently adjust the fixture or inspection tool, the process stability is difficult to increase, and the production efficiency or detection efficiency is bound to be affected. How to solve such problems according to local conditions is worth considering.
Automobile wheels are important parts to ensure the safety and reliability of vehicle braking. The detection of wheel parts is an important technical indicator for evaluating product quality. In this paper, taking the production line of the axle parts/automobile front wheel hub parts of our company as an example, the multi-variety changing production line is optimized for the process inspection tool, and the flexible detection is realized under the premise of ensuring the detection efficiency and positioning accuracy. The production support time is shortened while ensuring product quality.
Comparison of detection schemes
For a single-variety mass production system, only the special mechanical inspection tools according to this type of parts can be configured to meet the basic inspection and tempo requirements. For the production system of multi-variety batch change, such as our company's front wheel hub L3 line, the production of T53 and PF3 two kinds of front wheel hub, how to configure inspection has the following two options.
1. Inspection tool change plan
The initial inspection program for the L3 line of the front hub, that is, a set of inspection tools for the front inspection of the PF3 front hub and the T53 front hub, each of which is equipped with casters, according to the part replacement requirements, a group The inspection table is placed on the production line (the parts being produced), and another set of inspection table (the parts to be replaced) is placed on the open space beside the production line, and moved back and forth according to the part change type to enter the field for testing. Its layout is shown in Figure 1.

Figure 1 Production processing area
The scheme is considered according to the single-part structure, and the design of the inspection tool is highly targeted and meets the detection beat. However, after years of practical application of the front wheel hub L3 line, a series of problems have also appeared: the floor space is large, it is not easy to manage, and the inspection tool is rusted due to untimely maintenance.
2. Optimized detection scheme
According to the experience of the previous investment L3 line of the wheel hub and the current situation of the tightness of the production line, after analysis and demonstration, the L4 line of the front wheel hub decided to optimize the original part inspection plan to a combined inspection plan, which is the multi-size of the individual parts of the original process. The comprehensive inspection tool is combined into a composite inspection tool suitable for multi-size inspection of two parts.
Taking the OP40 process as an example, the original front wheel hub L3 line requires four inspection tools. After the optimized design, the front wheel hub L4 line only needs G059731300 one inspection tool to complete, and can maintain the detection efficiency is not reduced. As shown in Fig. 2, the 14 test parameters of the four inspection tools of the original L3 line can be completed with one gage after optimization, which not only simplifies the inspection process, but also greatly reduces the space occupied by the inspection table.

Four gauges on the front hub L3 line 
Optimized inspection tool for front hub L4 line G059731300

Slide gauge

Process inspection table 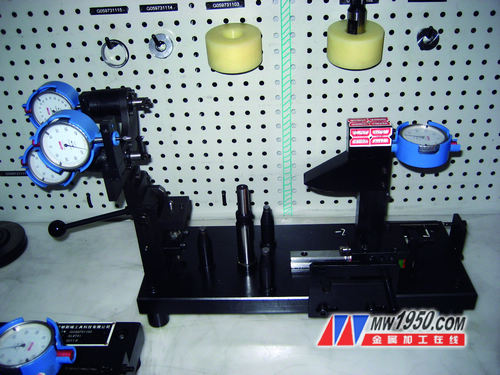
Fixed interface
Specific implementation analysis
How to realize multi-variety inspection of mechanical special inspection tools is an exploration process, which can only be optimized according to the characteristics of the tested parts, and strive to ensure high detection efficiency and convenience of operation. Based on the above requirements, the characteristics of the detection scheme before and after optimization are shown in the attached table.
Comparison of inspection tools before and after optimization

1. Optimization design analysis
For the G059731300, the front wheel hub L4 line, it can detect so many items and do the following analysis.
1) For the same series of front hub parts, the orientation of the positioning surface height direction is the same, but there is a difference in height dimension, which is detected on the gage shown in Fig. 2b, the radial direction of the part is not limited, and its positioning surface and The gauges are all common.
2) The difference in size between the T53 part and the PF3 part in the height direction can be solved by arranging the spacer, which also realizes the detection of the two parts on the same gauge.
3) Measurements are made with a oscillating gauge and a slide gauge, and the placement and measurement operations of different parts are not limited. The measurement operation process is the same as that of the special inspection tool, so the detection efficiency is not reduced; the measurement reference is the same as the measurement reference of the special inspection tool, and the positioning accuracy is not lowered.
4) The inspection tools of other processes are optimized according to the above-mentioned methods. 14 sets of inspection tools are simplified and merged into four sets of inspection tools, and the inspection tools are reduced from 14 to six. After optimization, it fully meets all the testing requirements of the 14 inspection tools of the original program, and is easy to operate.
5) From the perspective of management, the on-site inspection table does not need to move back and forth, solving the problem of the occupied area of ​​the seven inspection tools and the corresponding management of rust removal.
2. Analysis of economic benefits
Taking the above-mentioned inspection tools as an example, the total cost of the four inspection tools of the L3 line is about 71,000 yuan, and the cost of the L4 line inspection tool G059731300 is 46,000 yuan. After optimizing the design, the investment cost is saved by about 25,000 yuan. Through the calculation of the whole project, after the 14 inspection tables were reduced to six inspection tools, the total cost can save 165,700 yuan, reduce production costs, and the economic benefits have been significantly improved.
Ultra-pure high-purity reagents mainly as a cleaning agent, etching agent for solar energy, semiconductor, IC, LCD screen and other industries, is the production process of one of the key basic chemical materials.
In order to be able to regulate the world of Electronic Chemicals standards, the International Semiconductor Equipment and Materials Association (SemiconductorEquipmentandMaterialsInterna-tional, referred to as SEMI) was established in 1975 SEMI Chemical Reagent Standardization Committee, specifically to develop and standardize the international standards of electronic chemicals.
Up Grade Chemicals,High-Grade Chemicals,Compound Additive Chemistry,High-End Chemicals
Shijiazhuang Xinlongwei Chemical Co., Ltd. , http://www.xinlongwei-chem.com